摘要:实施RoHS符合制造工艺的时间限越来越紧迫了。在提供无铅制造服务之前,技术和物流的问题必须先得到确定并解决。本文用试验板对实施方面的技术问题进行了试验验证,同时讨论了物流管理和供应链实施的策略,最后给出了批量制造实施建议,包括在生产环境下的一些无铅制造工艺的优化工作。
背景
随着2006年7月1日RoHS实施,越来越多的电子制造商不得不着手进行无铅工艺评估,同时实际开始制造符合指令要求的,不含禁止物质的产品。
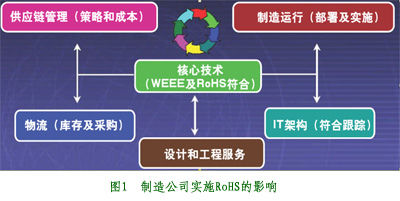
制造工艺的无铅是主要技术挑战之一,业界对这方面已有许多研究成果,但要注意,电子组件也不能含有法令要求的镉、汞、六价铬、PBB和PBDE。如图1所示,所涉及到问题包括:技术挑战如工艺更改、可靠性;到供应链挑战,如元器件符合跟踪、同一器件的符合和非符合版本的物料管理、避免大量废弃/非符合元器件的库存而造成影响。
然而,停留在技术试验和决定如何管理供应链问题上还不够,目前必须要考虑如何进行无铅设计/制造切换,以及量产制造切换工作。
技术挑战
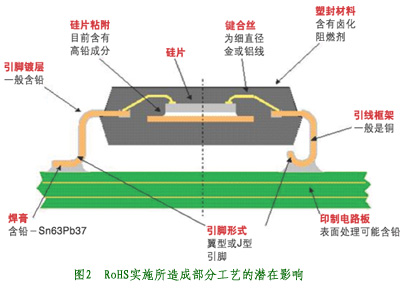
实施无铅量产制造的第一步,就是要了解组装工艺和所使用元器件的变化。目前业界主流的无铅焊料是SAC(锡?银?铜)合金,主要是SAC305(3%银,0.5%铜)和SAC405(4%银,0.5%铜)。两种合金的熔点都是217℃,与共晶锡铅焊料的183℃相比,其熔点明显提高,所以组装工艺必须变化;同样,印制板层压材料和元器件材料体系也需要变化,图2表示了一个典型的组件如果切换满足RoHS,可能会影响到的相应材料体系。

为了确定需要对组装工艺进行哪些变化的第一步,我们设计了一块试验板,如图3所示,试验板是为了模拟一款中等复杂的产品,板上有15种不同类型的通用元器件。板上有SMT元器件,如各种面阵列封装、QFP和分立元件;有通孔元件,如PDIP和通孔连接器,以进行SMT组装工艺、波峰焊工艺和返修工艺的试验和评估。试验板使用了三种不同的无铅表面处理方式(OSP、ENIG和IMAG),以评估它们在新工艺中的表现。
对于无铅组装工艺,iNEMI推荐的焊膏和波峰焊的焊料棒都采用SAC合金。手工返修采用锡银焊锡丝。试验板在已有的设备上加工,以评估无铅组装工艺下现有设备的能力并确定其工艺窗口。首先进行试验板的SMT加工。在印刷工序,预先缩小了一些元器件类型的钢网开口,在印刷工艺上不需要什么变化,此次评估所用的无铅焊膏与常规使用的锡铅焊膏的印刷性能上大体一致,印刷效果良好,基本没有坍塌。
如预期的那样,贴片工艺区别也很小,不会对无铅切换造成影响。在有些情况下,有些面阵列封装焊球和基板之间对比度较低,这时需要调整元器件识别设置参数。
试验板在10个温区的回流炉、空气环境下进行回流。虽然需要稍微降低一些链速,回流炉是能够达到并保持温区设置,同时得到符合焊膏供应商推荐的回流曲线。有一些试验板是在氮气环境下回流加工的,与在空气环境下回流结果相比,其焊点的外观更好。此外,回流后分立元件的墓碑发生概率增大,这主要是由于无铅焊料的表面张力更高。
回流后,对组件的通孔元器件进行波峰焊,底面表贴元件已施胶固定,在施胶过波峰焊工艺中所用的SMT固定胶与常规锡铅工艺中所使用的一样。试验板分批进行波峰焊,一些使用水溶性发泡助焊剂,其它的使用免清洗喷涂助焊剂。胶和施胶工艺表现良好,不需进行任何更改。然而,试验发现波峰焊工艺窗口非常窄,使用水溶性助焊剂的波峰焊直通率要比使用免清洗助焊剂的要好得多。特别要注意的是,使用免清洗助焊剂焊接OSP表面处理单板的通孔填充效果很差。有必要对无铅波峰焊助焊剂进行改进。
使用烙铁对缺陷焊点进行了手工返修。在手工返修工艺中使用了氮气保护,以提高已经经过几次高温的待焊接表面的润湿性,试验证明这可以改善焊点。一般地,粘性助焊剂要比液体手工返修助焊剂的效果要好,同时水溶性助焊剂的润湿性要比免清洗助焊剂要好。
早期的研究表明,已有的设备体系可以用于无铅组装批量制造,同时它也是进行无铅辅料体系评估和组装基本工艺参数评估的基础,它也可以帮助识别工艺情况,如波峰焊和返修就需要进行进一步试验开发,以提高其工艺能力。
在RIA试验板上,我们发现一个意料之外的结果,那就是所用标准的层压材料不适用于无铅工艺,我们预料并观察到PCB会产生变色,但同时我们在许多试验板上发现有分层现象。这一结果需要开展进一步的试验来评估无铅组装中各种通用层压材料的适应性,并确认哪些材料可以用于高性能组件(其要求的回流温度最高),哪些可以用于低复杂度组件,或哪些不适合无铅组装。
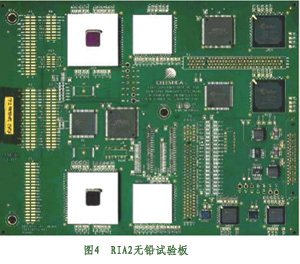
基于这一块试验板的试验结果,我们设计了RIA2试验板(如图4所示)。试验板比原来的RIA试验板更厚,板上的器件种类更多,其层压材料的耐无铅焊接高温性能更好,层压材料的厚度也有所增加。试验的目的是想用这一更厚、更有难度的单板,进一步试验优化组装、返修和波峰焊工艺。另外,试验板将用于在足够的统计样本基础上,进行具体工艺参数分析,同时对组装好的单板进行可靠性试验,以得到相关数据。可靠性数据是确认无铅组装工艺的关键依据,也可评估各种工艺参数对可靠性的影响。同时,也对在锡铅工艺中使用无铅器件的效果进行了评估。
除了进行上述目的的试验外,也启动了解决其它工艺问题和元器件类型的相关项目研究,如无铅FCBGA和新辅料体系的评估。
物流挑战
虽然RoHS实施要解决的技术问题有很多,但技术问题并不是实施的唯一障碍,在实施量产制造前必须先解决许多物流方面的问题。寻找RoHS符合元器件就是首要问题之一,要切换已有的锡铅产品到无铅上,首先就必须分析产品的物料清单,以判断哪些物料已经有符合版本,哪些还没有。随着实施时间限的日益临近,越来越多的元器件已有RoHS符合版本,但也有一些供应商和部分元器件类型在“拖后腿”。
不仅存在元器件的可获得性的问题,许多元器件供应商正在从非符合切换到符合上,这向制造商提出了一系列挑战。第一个问题就是向后兼容问题,以保证它们还可以在锡铅产品中使用。第二个问题是处理那些处于生命周期末期状态的元器件。必须在符合器件不是向后兼容的情况下,考虑如何保证供货的连续性。另一个重要问题,就是那些符合和非符合版本共存的元器件物料跟踪。
物流的另一个主要问题就是收集和管理制造业者所使用的所有元器件的相关信息,以保证能实现产品的物质申报,这项工作由于缺乏业界标准化的物质申报模板而变得更加困难。
为了明确实施RoHS和WEEE指令对供应链影响,我们成立了一个全球性的专门推行小组,以明确并完成指令符合的推行工作。
参与业界相关组织和标准化活动,通过对标准和业界应用经验的跟踪研究,对于规范整个实施活动非常有益。另外,与元件供应商进行紧密合作也非常重要,以了解他们的无铅实施策略和时间限,同时让他们了解你的制造工厂或终端客户的需求和时间限。
量产组装实施
实施切换
虽然确保RoHS符合基线组装工艺已被开发并且可靠、各种物流问题已经被确认并且解决是非常重要的,但它们仅仅是实施无铅量产制造的重要一步。切换到量产制造还有许多工作步骤要完成,如图5所示。

首先要进行的两个步骤??合金和辅料研究和工艺开发及认证??已经在前面讨论过了。下一个阶段是将试验得到的相关成果转移到制造现场,在这一过程中,培训非常关键。
培训:涉及到无铅产品的相关工程师和操作员必须接受RoHS符合制造培训,操作员必须熟悉所需的工艺变化,同时所有的工艺操作文档必须根据新工艺要求进行更新,也必须对业界最新发布的IPC-A-610D和J-STD-001D标准进行培训。同样重要的是操作员必须了解隔离符合和非符合元器件、辅料体系的必要性,同时要了解潮湿敏感等级的变化。
除以上内容外,工程技术人员必须清楚无铅组装新的工艺窗口,需在系列制造工艺标准中加入无铅制造的最低工艺标准和最佳经验作为参考。为了让新员工快速成长,应让他们可以随时得到RoHS符合制造涉及的方方面面的系列培训材料。
设备:然而,只进行培训是不够的,每个工序都要对各自设备进行评估,以确保它能满足无铅认证的最低标准要求,如果不符合则需要对设备进行升级或更换。
一般地,所需的最大投资是波峰焊设备,在波峰焊设备上对无铅和有铅锡槽进行来回更换既困难又费钱,大多数情况下会使用两个不同的锡槽,每个槽中都还有价值几千美元的焊料,锡槽更换也非常耗时。最好是有专用的无铅波峰焊设备。
许多情况下这种投资都被延迟,因为导入的第一块无铅组件一般会尽量简单,也许不需要进行波峰焊,但是随着RoHS指令实施日期的日益临近,这种投资是必须的。
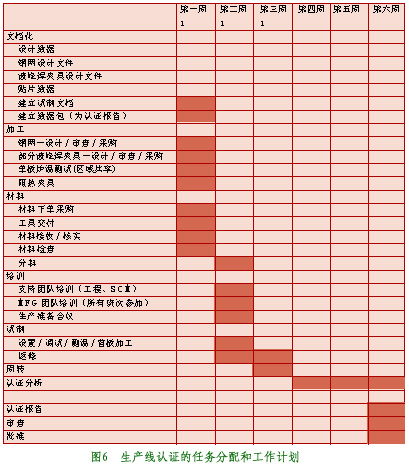
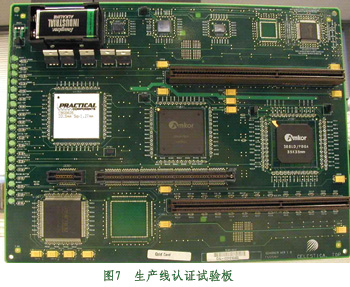
试运行:一旦现场生产线的设备和工艺完全升级完成,在量产制造开始之前就需要启动认证试运行了,以证明设备的工艺能力。图6大致列出了认证活动的任务分配和工作计划。图7是认证过程中用到的一种认证试验板。试验板进行检验及切片分析,每条生产线收集到的数据与另一条生产线进行对比分析,并对照合格/缺陷标准进行认证。
一旦生产线通过无铅生产认证,就可以开始进行无铅产品切换,必须确定和采购RoHS符合元器件、工艺辅料和PCB,同时进行库存、在制物料隔离;然后进行产品特征认证,以保证所有产品特征工艺如预期一样运行。一旦完成此项活动,就可以启动量产制造了。
第一块无铅单板的制造导入
导入到亚洲大批量制造工厂的第一款无铅单板是一个低复杂度的消费类产品。随着无铅组装需求日益提高,在亚洲所有工厂都开展了无铅工作,其中2/3的工厂进行了15种不同组件的大批量生产。开始切换的无铅产品会是低复杂度的单板,随着实施时间限的临近,所加工单板的复杂度会逐渐提高。开始切换的单板一般都只需要进行SMT加工,但现在有些就需要使用无铅波峰焊工艺了。
生产现场管理:对于整个无铅组装实施的平稳推行,遇到的最大问题就是生产现场管理。在原型机加工时会在专门的设备上进行,整个控制会非常小心,然而一旦进入量产加工,需要更加关注无铅组件、元器件和辅料的管理。一个基本要求是无铅生产工具不能被锡铅焊膏污染,同时辅料体系绝对不允许混淆,必须对生产线实施严格管理,包括在试制前专门划分一个锡铅材料用专区,这是一个绝对必须的要求。一旦可以实施,需要安排专门生产线和专门区域,以减少污染和混淆的风险,如图8所示。

元器件管理:对元器件进行隔离也是一个重要的问题,尤其是无铅元器件厂家型号没有进行变化的情况下,这时现场操作员根本无法判断元器件是否是RoHS符合元器件。从客户那来的库存元器件更会增加这种混乱,因为这些元器件通常会有一个新的“客户”器件型号。所以关键的是开发并实施一套系统,让操作员可以较容易地判断现场元器件的符合情况,以避免在符合单板上使用非符合的元器件,同时预防在锡铅单板上使用非向后兼容符合元器件。
返修工艺:在上量阶段的另一个挑战,就是产品从锡铅工艺切换到无铅工艺的返修工作,在切换期间,工厂内有可能存在产品的锡铅和无铅版本共存的情况,因此,关键是每块单板进行返修时,可容易地识别其组装工艺。操作员必须清楚地面判断每块单板原始组装工艺的重要性,然后使用相应的返修工艺。
制造过程中优化工艺窗口
然而,实施并不是整个过程的结束,虽然通过试验板阶段得到了基线制造工艺,但需要对各个工艺进行进一步优化工作。持续的改善活动,尤其是相关新工艺的改善,可以帮助我们充分了解工艺直通率的上下限,同时也可以改善各工艺的直通率情况。
无铅实施的主要变化的关键工艺之一就是焊膏回流。早期的研究显示,已有的回流炉可以用来进行无铅焊接,但必须对工艺窗口影响进行更为详细的评估。
对于无铅工艺,SAC305和SAC405焊料熔点是217℃,为了形成一个好焊点,推荐最小回流峰值温度是232℃,J-STD-020C中限制器件最高温度为245℃~260℃。这些限制的结果是,与锡铅工艺相比,无铅工艺的工艺窗口变小,这种情况在大尺寸、高热容密度的单板上尤其严重,因为要使板上最小的分立元件和最大的BGA焊点都在工艺窗口范围内的确是一个挑战,而且每个产品的回流曲线都需要小心优化。
这对热风返修也是一个挑战,因为元器件本体的温度要远高于焊点的温度。图9列出了回流工艺的实际工艺窗口,在返修工艺中可能会达到最大允许温度。

在实际产品单板上进行回流曲线测试,而不是对试验板进行测温,将有助于评估实际单板回流曲线是否在工艺窗口范围内的能力。我们进行了四种不同单板的测温,单板厚度从 0.036’’到0.092’’,单板尺寸从5.3’’x4.3’’到19.6’’x15.0’’。试验发现,回流中板上最小元件的温度一般是最高的,大元件的温度较低。一般地,可以确定对单板进行温度设置并确保板上所有封装本体的温度都符合J-STD-020要求是可能的,如果某个单板上的某个元件过热,它是可以通过进一步的工艺优化得到改善解决的。
另外进行0.135’’厚试验板的测温试验,以评估对更有挑战性单板的返修工艺能力(前期已对薄单板进行过验证)。试验发现,返修工艺过程中焊点和封装本体温度一般是230~255℃,低于260℃最高温度要求。虽然这对于返修工艺能力来说是一个鼓舞人心的结果,但需要注意将实际单板的元器件顶面温度调制到规格限内的优化工作是一件比较困难的事。
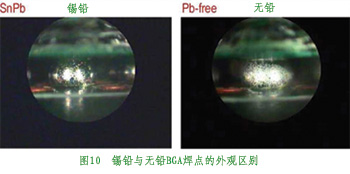
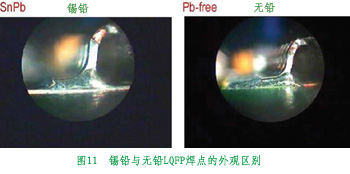
检测作为组装的一部分,需要进行分析以确保自动检测设备具备无铅单板检测的能力,同时对焊点缺陷情况做出精确的判断。无铅焊点外观与锡铅焊点不同,如图10和图11所示,焊点看上去灰暗而且颗粒粗大,通常焊料润湿元件引脚和印制板焊盘范围较小。自动检测设备必须具备能力判断哪些是真的缺陷,哪些是正常的无铅焊点。需要验证评估AOI设备是否有能力准确识别不同焊点外观下的焊点缺陷,同时不会有许多误报
在AOI和AXI设备上进行自动检测试验,以评估设备缺陷漏测率和误报率的能力情况,同时进行无铅工艺和锡铅工艺直通率的对比分析。
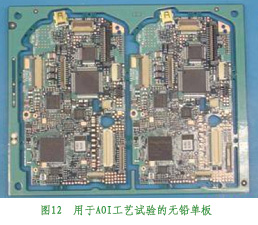
在此项试验中,共加工和检验了近20,000块无铅单板,如图12所示。数据结果显示无铅单板的检测误报率稍微增加,但缺陷漏测率没有明显增加。虽然误报率增加,但它仍然在可接受范围内,而且通过进一步优化检测程序,这个值会下降。对于不同的无铅焊点外观,需要对测试程序进行修改,不可能直接使用现有的锡铅程序。
需要注意的是:无铅工艺的整体工艺直通率要比传统的锡铅工艺直通率低,如表1所示。由于本试验已经完成,后续将会对无铅工艺直通率进行进一步的优化,力求达到批量锡铅组装工艺的同等水平。

结论
RoHS符合制造切换是一个复杂的,但又是可管理的过程。重要的是要了解潜在的技术问题,同时在批量制造前进行相关工艺试验,以评估现有设备能力并识别基线工艺。必须做出并实施解决各种供应链和物流问题的计划,以确保在工厂系统内可以很好地管理符合元器件,同时生产符合认证所需要的数据可以随时获取。对于每条准备启动RoHS符合制造的生产线,必须开发并实施培训、文档化、制造认证等工作。如果这些工作每项都得到很好地管理,实施的冲击和困难将会大大降低。 |






